







Żywica ABS 3.0
Nie można załadować gotowości do odbioru
11 czerwca–20 czerwca


1 czerwca–10 czerwca


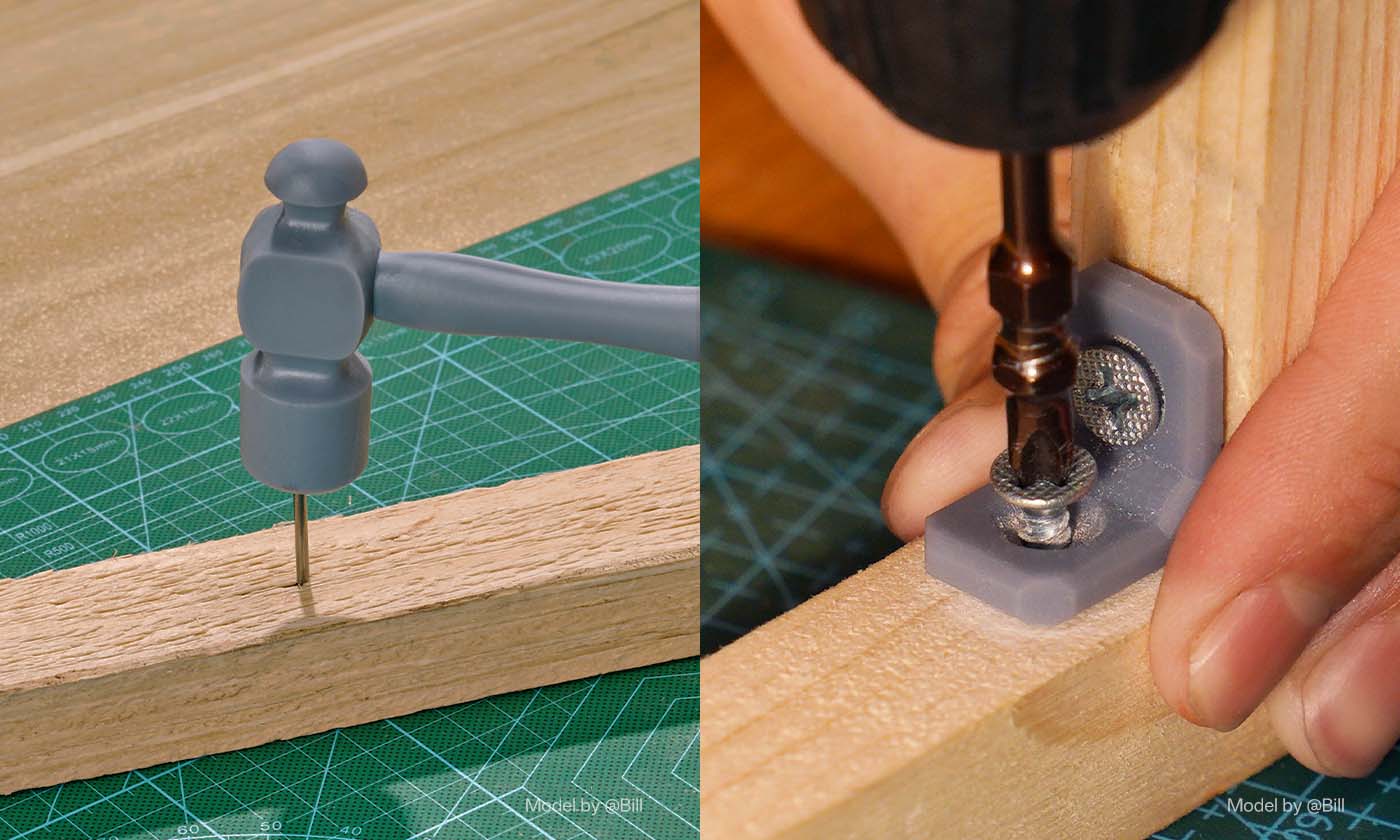
Wysoce odporna i odporna na pęknięcia
Doskonała odporność na uderzenia, możliwość wiercenia i ostre krawędzie. Dzięki twardości Shore’a 86D, żywica ABC-Like Resin 3.0 jest niezwykle odporna na pękanie, zdolna wytrzymać operacje wiercenia bez pęknięć i deformacji. Idealna do drukowania części montażowych, obudów elektronicznych i komponentów samochodowych.
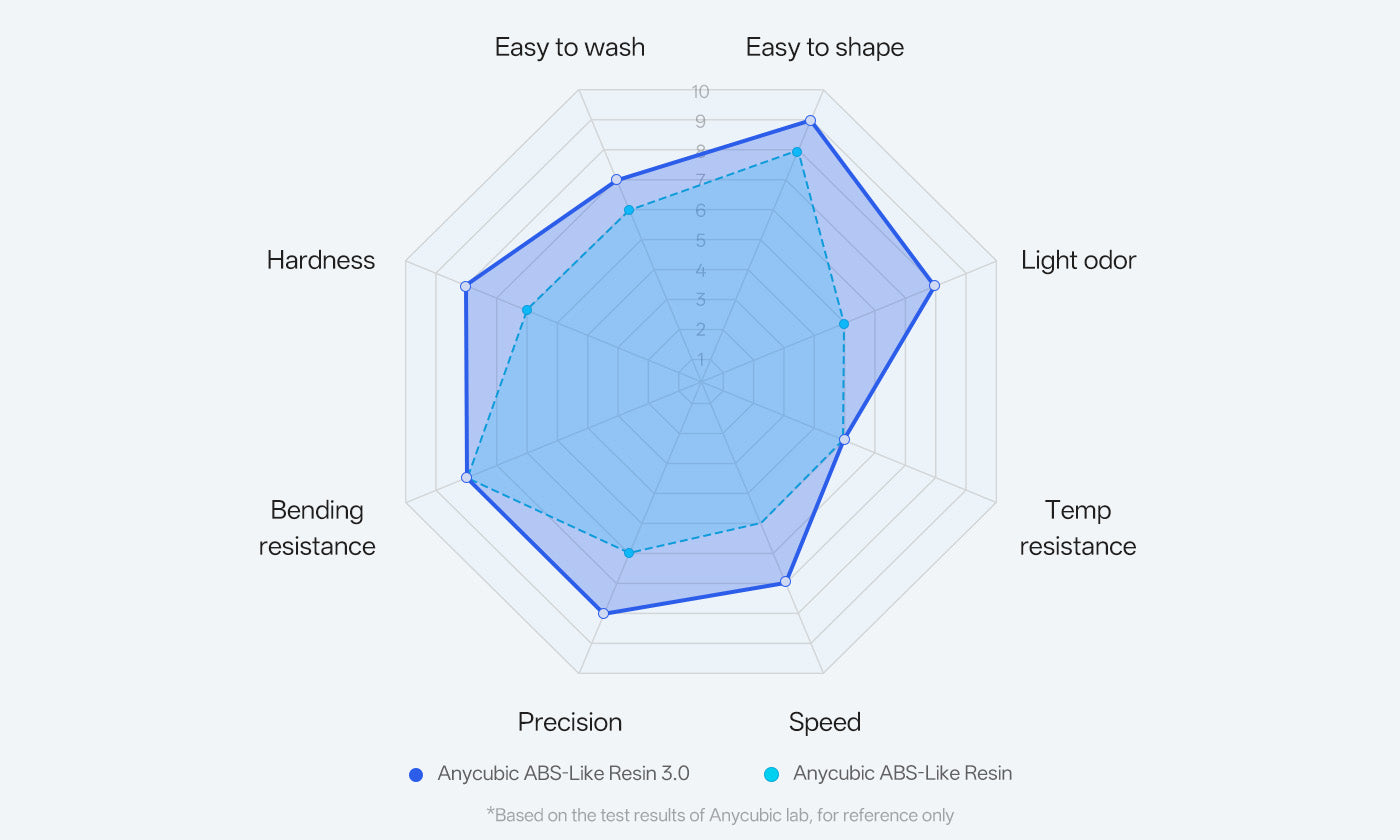
Żywica ABS-Like VS Żywica ABS-Like 3.0
Zrównoważona wydajność, odporność na uderzenia i zużycie. Osiąga imponujące wydłużenie przy zerwaniu wynoszące 30%, prawie dwukrotnie więcej niż 13% innych żywic typu ABS-Like, co pozwala jej wytrzymywać większe naprężenia i odkształcenia.

Wyższa dokładność przy mniejszym skurczu
Zapełnia wyjątkowo wysoki poziom szczegółowości, oddając nawet najdrobniejsze kontury i delikatne detale, jednocześnie zapewniając niezwykle gładką teksturę, która wygląda i sprawia wrażenie wypolerowanej — wszystko to sprawia, że Twoje wydruki naprawdę ożywają.
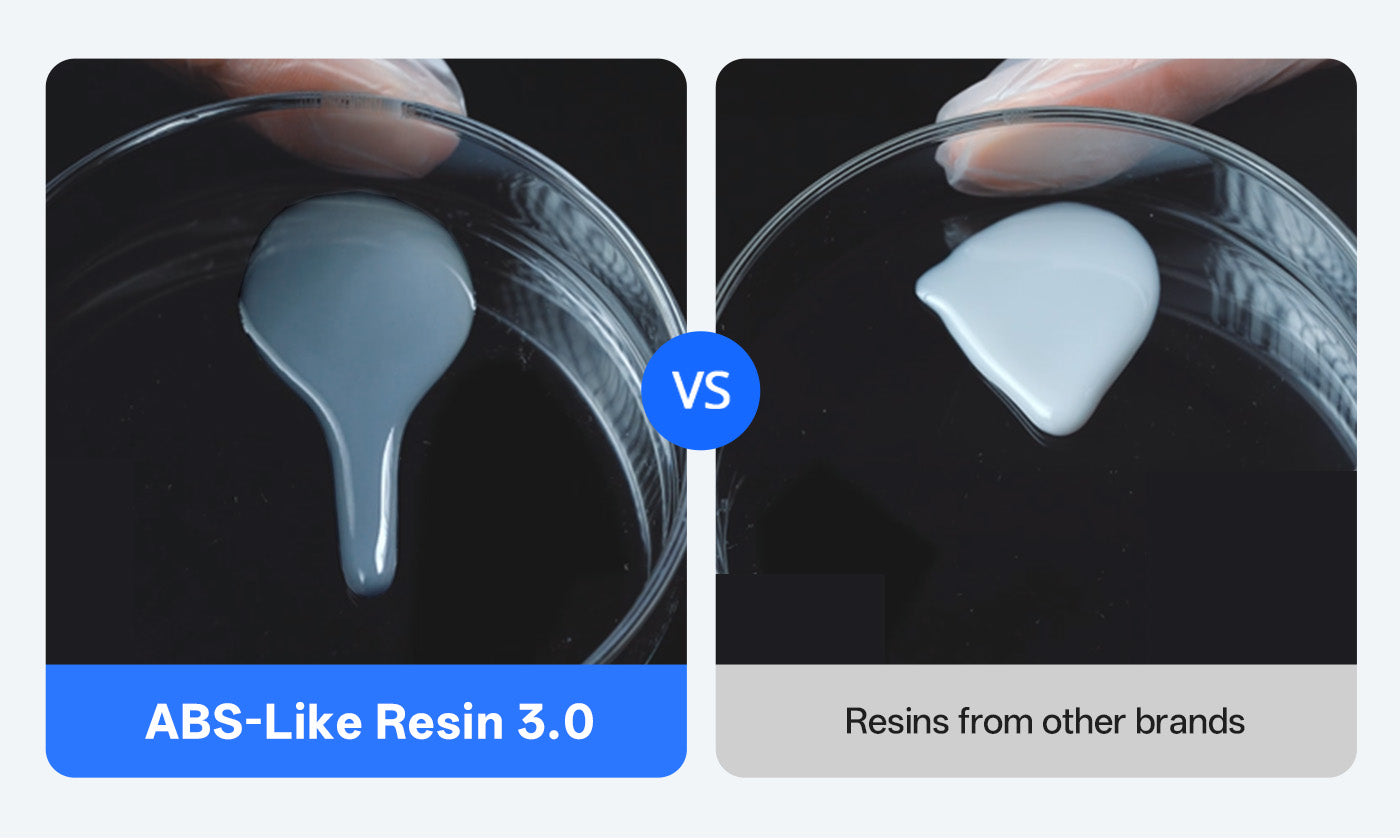
Niższa lepkość dla szybszego utwardzania
Dzięki niższej lepkości i wysokiej płynności żywica Anycubic ABS-Like Resin 3.0 szybciej wraca do obszaru druku, skracając całkowity czas wydruku.
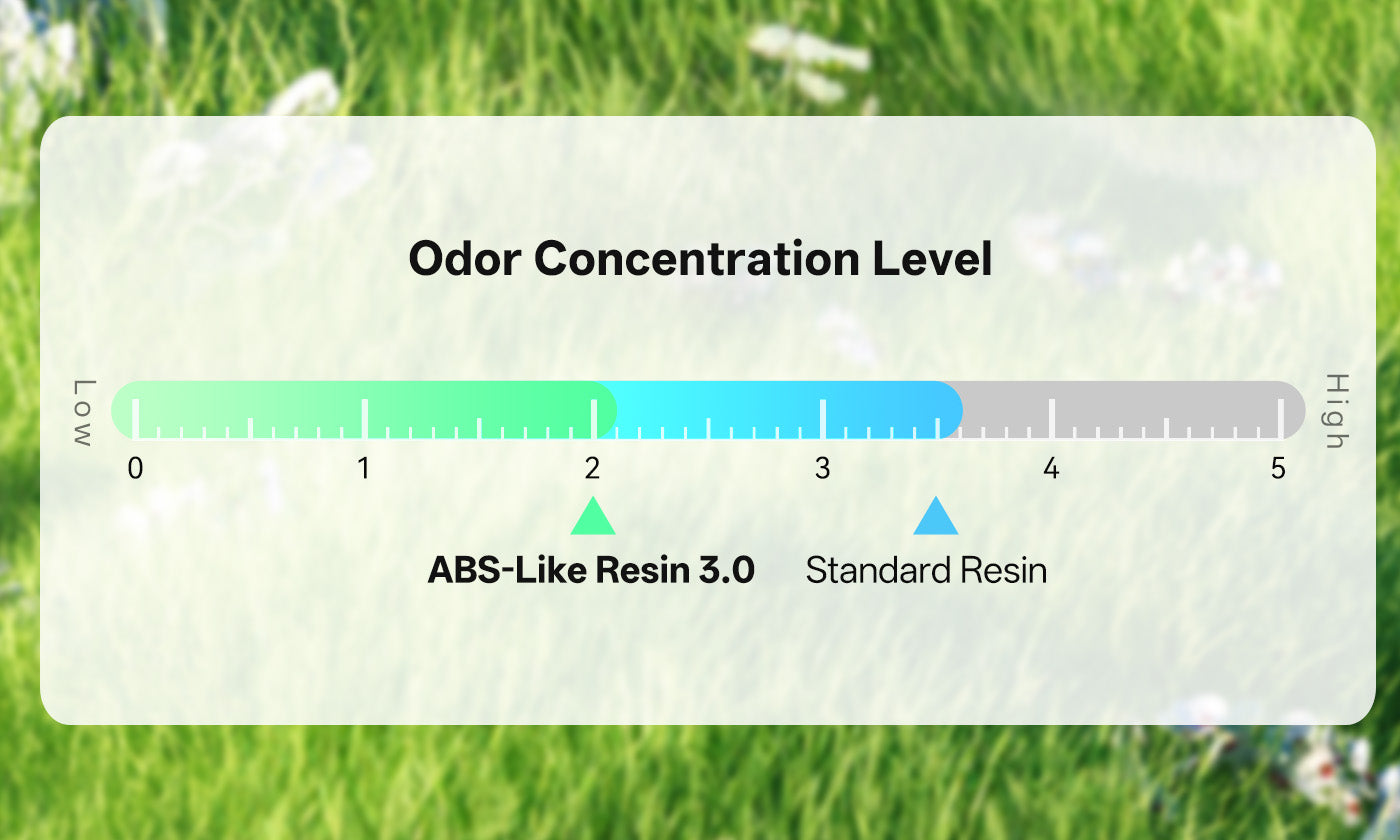
Minimalny zapach i przyjazna dla środowiska
Świeższe i przyjemniejsze doświadczenie podczas drukowania, zmniejszające nieprzyjemny zapach i tworzące czystsze, bardziej przyjazne do oddychania otoczenie.

Różnorodne zastosowania
Kompatybilna z szeroką gamą drukarek 3D LCD i DLP działających w zakresie długości fali 365–405 nm, zapewniając bezproblemową integrację z większością drukarek dostępnych na rynku.




| Model drukarki | Grubość warstwy | Czas naświetlania | Czas wyłączenia światła | Czas naświetlania dołu | Dolne warstwy | Poziom antyaliasingu | Odległość podnoszenia Z | Prędkość podnoszenia Z | Prędkość cofania Z |
| Photon P1 | 0.05 mm | 2 s | 2 s | 25 s | 1 | 4 | 5 mm | 3 mm/s | 3 mm/s |
| Photon Mono M7 | 0.05 mm | 2.2 s | 1 s | 35 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Pro | 0.05 mm | 2 s | 1 s | 25 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Max | 0.05 mm | 2 s | 0.5 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5 | 0.05 mm | 2.8 s | 0.5 s | 25 s | 6 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5s | 0.05 mm | 3 s | 0.5 s | 25 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5s Pro | 0.05 mm | 3.6 s | 1 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono 4 | 0.05 mm | 2.8 s | 1 s | 30 s | 6 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 4K | 0.05 mm | 2 s | 0.5 s | 40 s | 6 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 4 Ultra | 0.05 mm | 2.8 s | 1 s | 30 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 2 | 0.05 mm | 2.5 s | 1 s | 28 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono X2 | 0.05 mm | 2.5 s | 0.5 s | 25 s | 5 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X 6K | 0.05 mm | 2 s | 0.5 s | 23 s | 6 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X6Ks | 0.05 mm | 2.5 s | 0.5 s | 20 s | 6 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| ANYCUBIC Photon M3 Max | 0.05 mm | 3 s | 2 s | 30 s | 6 | 1 | 10 mm | 4 mm/s | 4 mm/s |
| ANYCUBIC Photon M3 Premium | 0.05 mm | 2.5 s | 0.5 s | 25 s | 3 | 1 | 8 mm | 6 mm/s | 6 mm/s |
Pobierz Plik
Rodzaj koloru
Instrukcja użytkowania
(1) Przed użyciem:
Wstrząsnąć żywicę przed użyciem. Wyczyść zbiornik żywicy i platformę formującą, aby dno zbiornika było w dobrym stanie do przepuszczania światła.
(2) Podczas użycia:
Odkręć korek i wlej do zbiornika żywicy zgodnie z wymaganiami sprzętu. Wybierz odpowiednie parametry i ustawienia druku.
(3) Po użyciu:
Po wydruku użyj odpowiednich narzędzi do post-processingu, w tym ostrza, szczypiec skośnych, pęsety, pojemników, rękawic; roztworu do czyszczenia: etanol (≥95%), mleczan lub alkohol izopropylowy;
(4) Kroki post-processingu:
A. Usuń wydrukowany model z platformy formującej za pomocą ostrza.
B. Zanurz model w roztworze czyszczącym, spłucz lub umyj ultradźwiękowo, następnie wyjmij i odsącz; zalecane jest użycie maszyn ANYCUBIC Wash i Cure dla lepszego efektu.
C. Właściwe przetwarzanie, takie jak usuwanie podpór, polerowanie, malowanie itp.
Środki ostrożności
- Idealne warunki przechowywania nieutwardzonej żywicy to chłodne, ciemne miejsce w temperaturze pokojowej, chronione przed światłem, aby uniknąć wysokiej temperatury lub światła słonecznego.
- Zalecana temperatura pracy wynosi 18-35°C; niska temperatura może wpłynąć na jakość druku, dlatego żywicę można odpowiednio podgrzać przed użyciem (nie więcej niż 60°C).
- Jeśli pigment żywicy osadzi się, można ją użyć po wymieszaniu lub wstrząśnięciu.
- Aby zapewnić właściwości żywicy, należy wyjąć model w odpowiednim czasie po czyszczeniu, aby uniknąć długiego moczenia w wodzie.
- Aby zapewnić właściwości mechaniczne modelu, należy przeprowadzić post-utwardzanie w odpowiednim czasie po czyszczeniu i wysuszeniu.
- Aby zapewnić idealne właściwości materiału światłoutwardzalnego, należy kontrolować natężenie i czas działania źródła światła po utwardzaniu. Zaleca się następujące kroki:
(1) Natężenie lampy rtęciowej lub źródła LED wynosi 5-10 mW/m², a czas ekspozycji nie powinien przekraczać 1 godziny (samoregulacja);
(2) Czas ekspozycji na słońce (latem) wynosi około 1 godziny;
(3) Zabrania się bliskiej lub długotrwałej ekspozycji na silne źródła światła, takie jak wysokociśnieniowe lampy rtęciowe o dużej mocy.
(4) Zaleca się drukowanie w ciemnym pomieszczeniu lub przykrywanie drukarki pokrywą podczas drukowania, ponieważ żywica jest materiałem światłoczułym.



