





Żywica Szybkotnąca 2.0 – Sprzedaż Hurtowa
Kod zostanie automatycznie zastosowany po wybraniu koloru i dodaniu 20KG do koszyka.
Nie można załadować gotowości do odbioru




Wysoka aktywność, niska lepkość, krótkie czasy druku
Żywica Anycubic High Speed 2.0 ma o 50% niższą lepkość
w porównaniu do zwykłej żywicy. Podczas ruchów platformy drukującej w górę i w dół jej niska lepkość umożliwia szybki przepływ
i odprowadzanie ciepła, co zapobiega lokalnemu przegrzewaniu i ułatwia szybkie ponowne rozprowadzenie żywicy.

Mniej podatna na błędy i uszkodzenia
Dzięki ulepszonej formule, elastyczność żywicy Anycubic High Speed 2.0 wzrosła z 7,5% do 20% w porównaniu z żywicą Anycubic High Speed.
Solidne modele, zachowujące tekstury
Użycie żywicy High Speed 2.0 w dużym stopniu redukuje skurcz objętości podczas utwardzania. Wysoka płynność żywicy Anycubic High Speed 2.0 sprzyja szybkiemu utwardzaniu i mniejszemu skurczowi. Dzięki temu Resin 2.0 jest idealna do drukowania modeli z drobnymi detalami, wyjątkową teksturą i gładkim wykończeniem.

Mniej zapachu, większa niezawodność
W porównaniu z żywicą High Speed, żywica High Speed 2.0 ma mniej zapachu, zapewniając zdrowsze doświadczenie podczas drukowania.
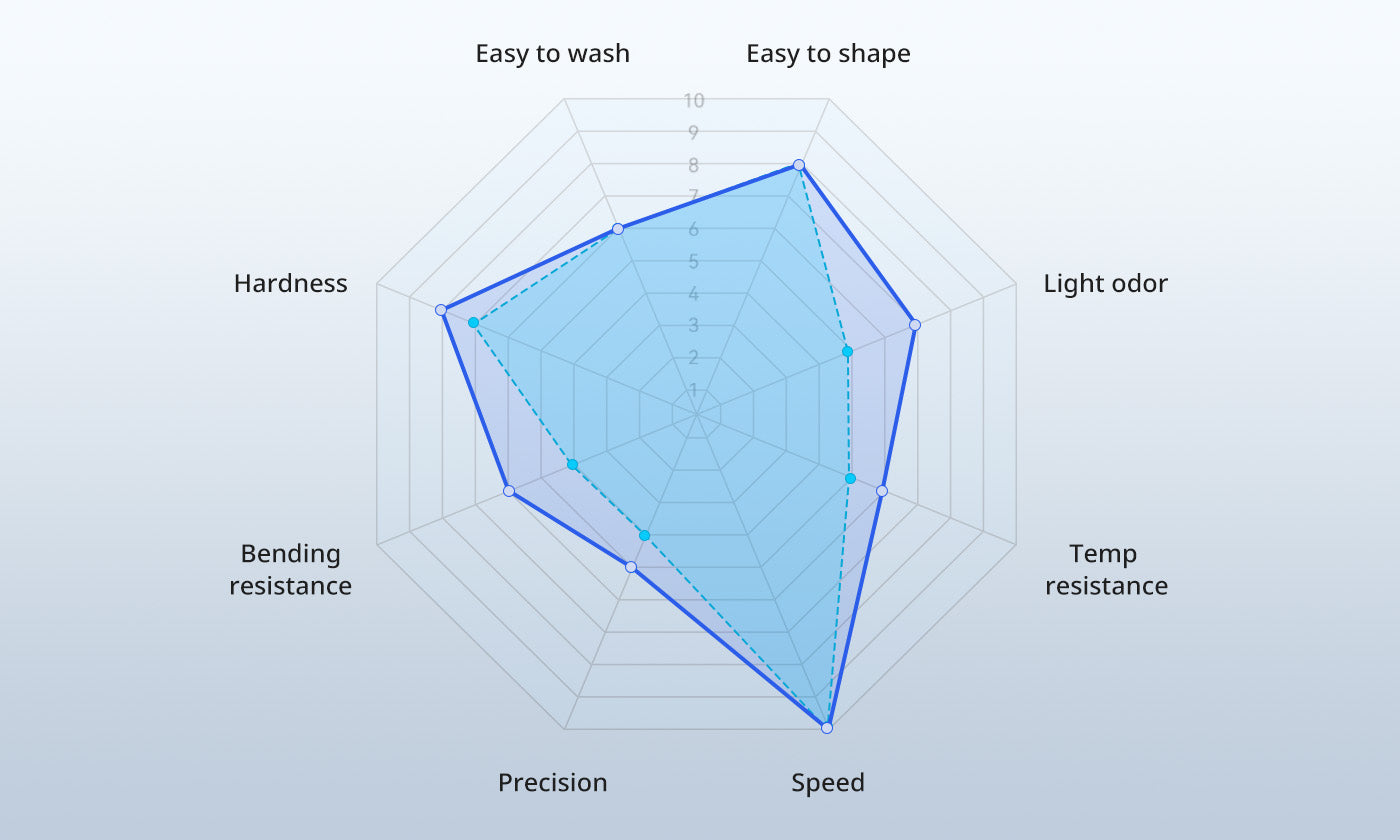
Wskaźnik rekomendacji
Poprawiona wytrzymałość, bardziej odporna na zginanie



Parametry żywicy
Zalecane parametry druku
| Model drukarki | Grubość warstwy | Czas naświetlania | Czas przerwy światła | Czas naświetlania dna | Warstwy dna | Poziom wygładzania | Wysokość podnoszenia Z | Prędkość podnoszenia Z | Prędkość cofania Z |
| Photon Mono M7 Pro | 0,01 mm | 1,5 s | 0,5 s | 15 s | 5 | 1 | 4 mm | 15 mm/s | 15 mm/s |
| Photon Mono M7 | 0,01 mm | 1,4 s | 0,5 s | 15 s | 5 | 1 | 4 mm | 15 mm/s | 15 mm/s |
| Photon Mono M5s Pro | 0,01 mm | 1,9 s | 0,5 s | 15 s | 5 | 1 | 3 mm | 20 mm/s | 20 mm/s |
| Photon Mono M5s | 0,01 mm | 1,9 s | 0,5 s | 15 s | 5 | 1 | 3 mm | 20 mm/s | 20 mm/s |
| Photon Mono M5 | 0,01 mm | 2 s | 0,5 s | 15 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
Pobierz Plik
Rodzaj koloru


Instrukcje użytkowania
(1) Przed użyciem:
Przed użyciem wstrząsnąć żywicą. Oczyścić zbiornik żywicy i platformę drukującą, aby dno zbiornika było w dobrym stanie do przepuszczania światła.
(2) Podczas używania:
Odkręcić korek i dodać żywicę do zbiornika zgodnie z wymaganiami urządzenia. Wybrać prawidłowe parametry i ustawienia druku.
(3) Po użyciu:
Po zakończeniu drukowania użyć odpowiednich narzędzi do post-processingu, w tym ostrza, szczypiec diagonalnych, pęsety, pojemników, rękawic; roztworu czyszczącego z etanolem (≥95%), mleczanu lub alkoholu izopropylowego;
(4) Kroki post-processingu:
A. Usunąć wydrukowany model z platformy za pomocą ostrza.
B. Zanurzyć model w roztworze czyszczącym, opłukać lub umyć ultradźwiękowo, następnie wyjąć i odsączyć; zaleca się użycie maszyn Anycubic Wash and Cure dla lepszego efektu.
C. Właściwa obróbka, np. usuwanie podpór, polerowanie, kolorowanie itp.
Środki ostrożności
- Idealne warunki przechowywania nieutwardzonej żywicy to chłodne, ciemne miejsce w temperaturze pokojowej, chronione przed światłem, aby uniknąć wysokiej temperatury lub światła słonecznego.
- Zalecana temperatura pracy to 18-35°C, a niska temperatura może wpływać na efekt druku; dlatego żywica może być odpowiednio podgrzana przed użyciem (nie więcej niż 60°C).
- Jeśli pigment żywicy osiada, można ją użyć po wymieszaniu lub wstrząśnięciu.
- Aby zapewnić właściwości żywicy, prosimy wyjąć model po czyszczeniu w odpowiednim czasie, aby uniknąć długotrwałego moczenia modelu w wodzie.
- Aby zapewnić właściwości mechaniczne modelu, prosimy przeprowadzić post-utwardzanie po czyszczeniu i wysuszeniu.
- Aby zapewnić idealne właściwości materiału utwardzalnego, należy kontrolować intensywność i czas źródła światła po utwardzaniu. Zaleca się następujące kroki:
(1) Intensywność lampy rtęciowej lub źródła LED: 5-10 mW/m², czas trwania nie dłuższy niż 1 godzina (samoregulacja);
(2) Czas ekspozycji na słońcu (latem) około 1 godziny;
(3) Zabronione jest bliskie lub długotrwałe wystawienie na silne źródła światła, takie jak wysokoprężne lampy rtęciowe o dużej mocy.
(4) Zaleca się druk w ciemnym pomieszczeniu lub przykrycie pokrywką podczas drukowania, ponieważ żywica jest materiałem światłoczułym.


