





Żywica Zmywalna Wodą 10-100KG
Nie można załadować gotowości do odbioru





Zmywalny wodą, bardziej przyjazny dla środowiska
Dzięki integracji materiałów hydrofilowych, możesz teraz bez wysiłku usunąć resztki żywicy za pomocą samej wody. Ta innowacja nie tylko upraszcza proces obróbki, ale także czyni go bardziej opłacalnym, bezpieczniejszym i przyjaznym dla środowiska niż kiedykolwiek wcześniej.
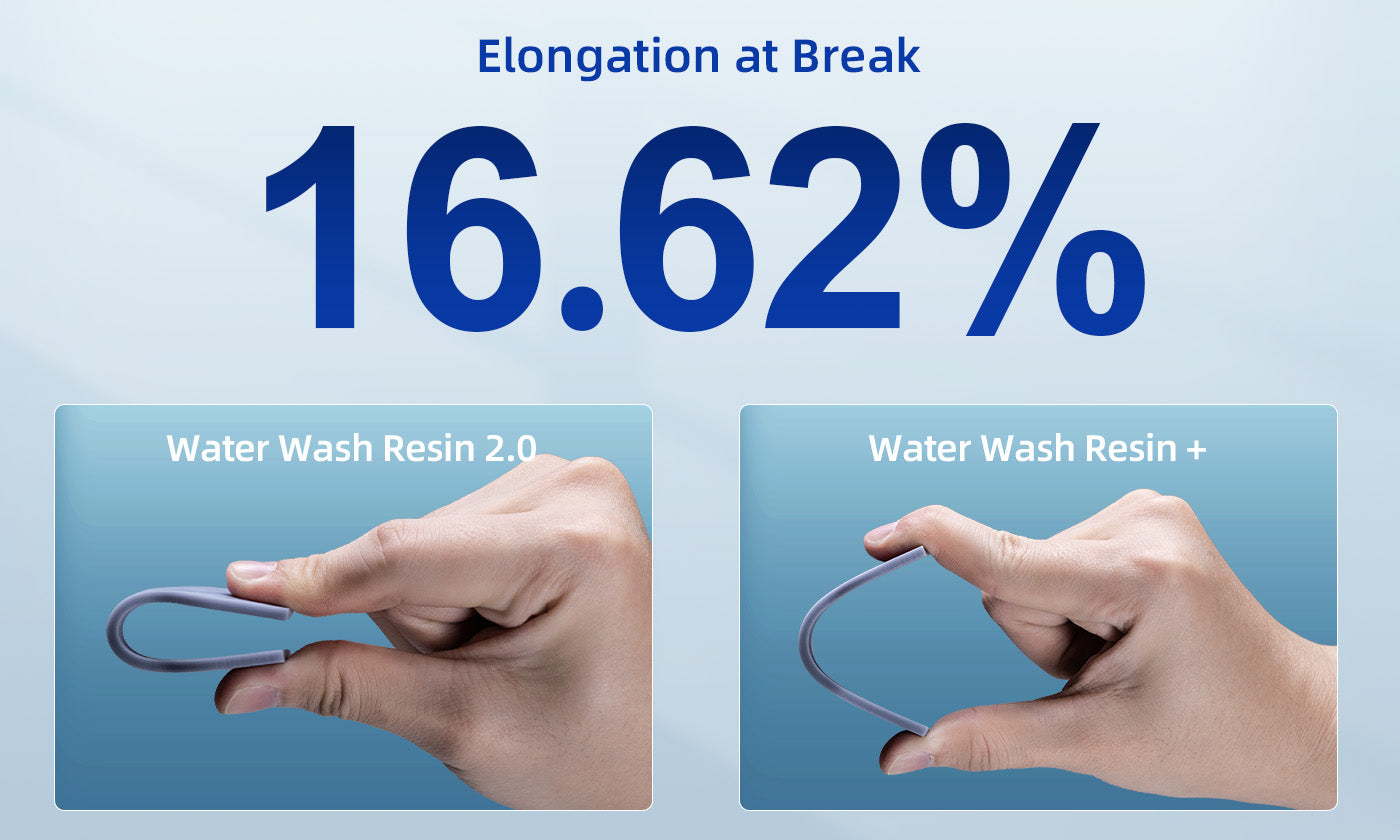
Wysoka wytrzymałość, mniejsza podatność na pękanie
Dzięki imponującemu współczynnikowi wydłużenia wynoszącemu 16,62% model ten osiąga wyjątkową wytrzymałość po utwardzeniu, co zwiększa jego trwałość, wytrzymałość i odporność na pękanie.
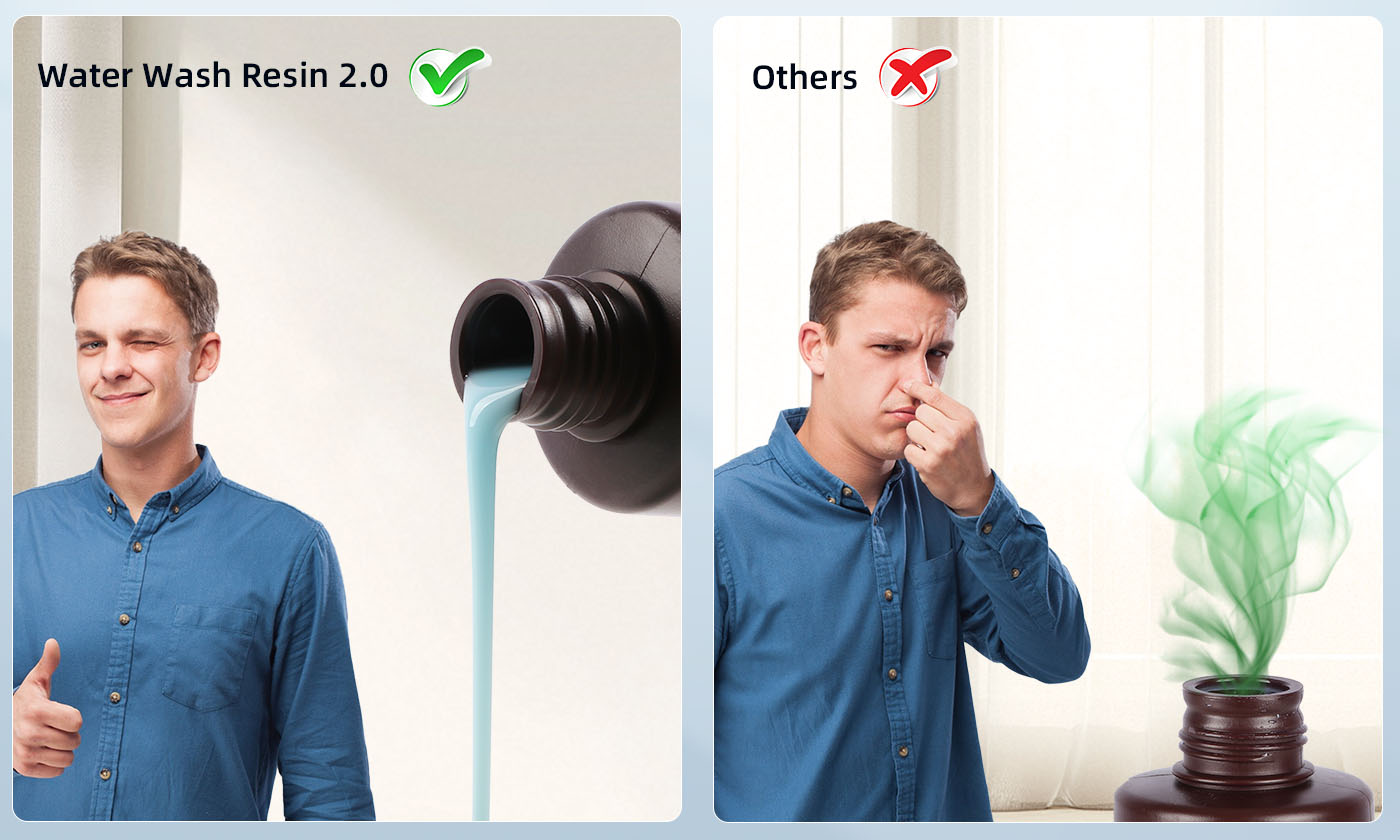
Mniej zapachów, większa przyjazność dla środowiska
Zoptymalizowana formuła zmywalna wodą znacząco redukuje zapach żywicy zarówno podczas przechowywania, jak i drukowania, co znacznie poprawia komfort użytkowania. To ulepszenie nie tylko czyni proces bardziej przyjaznym dla środowiska, ale także zapewnia większy komfort i przyjemność drukowania.

Niższy współczynnik skurczu, modele o wysokiej precyzji
Zoptymalizowana formuła zmywalna wodą znacząco redukuje zapach żywicy zarówno podczas przechowywania, jak i drukowania, co znacznie poprawia komfort użytkowania. To udoskonalenie nie tylko czyni proces bardziej przyjaznym dla środowiska, ale także zapewnia większy komfort i przyjemność drukowania.

Przeciw żółknięciu, zachowujący żywy kolor
Ulepszona formuła zapewnia lepszą ochronę przed żółknięciem, gwarantując zachowanie pierwotnej intensywności kolorów nawet po długotrwałej ekspozycji. To przełomowe rozwiązanie jest szczególnie skuteczne w przypadku żywic białych i transparentnych.

Niska lepkość zapewniająca stałą wydajność
Żywica Water Wash Resin 2.0 zachowuje niską lepkość w chłodniejszych warunkach (15°C–20°C), zapewniając bezproblemowy przepływ i stałą wydajność. Ulepszona przyczepność do platformy zapewnia stabilne, wysokiej jakości wydruki nawet w niższych temperaturach.

Szeroka kompatybilność
Zoptymalizowana formuła zmywalna wodą znacząco redukuje zapach żywicy zarówno podczas przechowywania, jak i drukowania, co znacznie poprawia komfort użytkowania. To udoskonalenie nie tylko czyni proces bardziej przyjaznym dla środowiska, ale także zapewnia większy komfort i przyjemność drukowania.
Parametry żywicy
Typ koloru
Instrukcja użytkowania
(1) Przed użyciem:
Przed użyciem wstrząśnij płynną żywicą; wyczyść zbiornik z żywicą i platformę formującą, aby zapewnić przepuszczalność światła przez dno zbiornika z żywicą.
(2) Podczas użytkowania:
Odkręć nakrętkę i dodaj żywicę do zbiornika zgodnie z wymaganiami sprzętu; Wybierz odpowiednie parametry i ustawienia drukowania.
(3) Po użyciu:
Po wydrukowaniu należy użyć odpowiednich narzędzi do obróbki końcowej, w tym ostrza, szczypiec bocznych, pęsety, pojemników, rękawiczek; roztworu czyszczącego na bazie etanolu (≥95%), mleczanu lub alkoholu izopropylowego;
(4) Etapy obróbki końcowej:
A. Zdjąć wydrukowany model z platformy formującej za pomocą ostrza;
B. Zanurzyć model w roztworze czyszczącym, opłukać lub umyć w myjce ultradźwiękowej, a następnie wyjąć i osuszyć; Aby zapewnić lepszy efekt, zaleca się użycie dowolnych urządzeń do mycia i utwardzania firmy CUBIC.
C. Prawidłowa obróbka, taka jak usuwanie podłoży, polerowanie, barwienie itp.
Środki ostrożności
Najlepszymi warunkami do przechowywania nieutwardzonej żywicy są chłodne, ciemne miejsce w temperaturze pokojowej, chronione przed światłem, aby uniknąć wysokiej temperatury i światła słonecznego.
Zalecana temperatura pracy wynosi 18–35°C. Niska temperatura może mieć wpływ na jakość druku, dlatego żywicę należy odpowiednio podgrzać przed użyciem (nie więcej niż 60°C).
Jeśli pigment żywiczny ulegnie osadzeniu, można go użyć po wymieszaniu lub wstrząśnięciu.
Aby zapewnić prawidłowe działanie żywicy, należy wyjmować model po czyszczeniu, aby uniknąć jego długotrwałego zamoczenia w wodzie.
Aby zapewnić właściwości mechaniczne modelu, należy przeprowadzić utwardzanie wtórne po jego oczyszczeniu i wysuszeniu.
Aby zapewnić optymalne działanie utwardzalnego materiału, konieczne jest kontrolowanie intensywności i czasu świecenia źródła światła po utwardzeniu. W związku z tym zaleca się następujące kroki:
(1) Intensywność lampy rtęciowej lub diody LED powinna wynosić 5-10 mW/m³, a czas świecenia nie powinien przekraczać 1 godziny (samoregulacja);
(2) Czas ekspozycji na słońcu (latem) powinien wynosić około 1 godziny;
(3) Zabrania się bliskiego lub długotrwałego narażenia na silne źródła światła, takie jak wysokociśnieniowe lampy rtęciowe dużej mocy.
(4) Zaleca się drukowanie w ciemnym pomieszczeniu lub pod przykryciem, ponieważ żywica jest materiałem światłoczułym.
PS: Właściwości materiału mogą się różnić w zależności od sprzętu formującego, metody utwardzania i sprzętu testowego. Informacje dotyczące bezpieczeństwa znajdują się w karcie charakterystyki produktu. W przypadku jakichkolwiek problemów podczas użytkowania prosimy o kontakt.


